Questões de Concurso
Sobre gestão de projetos em engenharia de produção em engenharia de produção
Foram encontradas 242 questões
Nessa situação, os sistemas de informação têm, em sua estrutura básica, EXCETO o(s)
Para caracterizar se o referido processo encontra-se de acordo com os parâmetros do Seis Sigma, a ferramenta mais indicada será o(a)
itens que seguem
produção para um novo produto. Nessa nova linha, haverá um
maior grau de automação industrial, com a instalação de diversas
máquinas cuja operação é controlada por computadores. Em
determinado setor, um projetista pretende optar pela implantação
de um sistema flexível de manufatura — flexible manufacturing
system (FMS).
Tendo a situação acima como referência inicial, julgue os itens
que se seguem, acerca da utilização de computadores no projeto
e na operação.
Viabilidade econômica da produção é o mesmo que viabilidade econômica do arranjo físico.
Estudos acerca da viabilidade econômica de um arranjo físico devem considerar as dimensões volume, variedade e grau de contato direto com o consumidor. Por outro lado, se as instalações forem as mesmas para qualquer situação, será dispensável a análise da dimensão variação, pois a variação de demanda inerente ao que será produzido geralmente independe dessas instalações.
Considerando-se essas informações, é correto afirmar que o tempo ótimo de implantação da usina, em ano(s), utilizando-se como critério decisório o método do VPL, é igual a
I. No SAD model-driven, utilizam-se dados e parâmetros providos pelos usuários para auxiliar na tomada de decisão.
II. No SAD communication-driven, atende-se a várias pessoas que trabalham de forma compartilhada.
III. No SAD data-driven, provê-se especialização na solução do problema por meio de conhecimentos armazenados, como regras e procedimentos.
Assinale

A tabela apresenta uma lista de atividades de um projeto com os tempos estimados por meio de uma reunião de brainstorm
entre os principais especialistas da empresa. Deve-se utilizar a técnica PERT para resolução do problema.
A tabela apresenta uma lista de atividades de um projeto com os tempos estimados por meio de uma reunião de brainstorm
entre os principais especialistas da empresa. Deve-se utilizar a técnica PERT para resolução do problema.

I - O processo 1 tem um tempo de atendimento menor e um risco maior.
II - O processo 1 é mais adequado a demandas de maior volume padronizados.
III - O processo 2 tem um tempo de atendimento maior e um risco menor.
IV - O processo 2 é mais adequado à customização dos pedidos dos clientes.
Estão corretas as afirmações
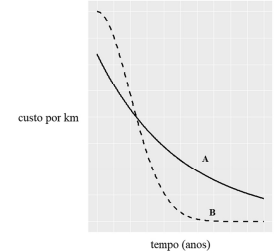
A partir dessa figura, admitindo que a tecnologia A sempre implique custo por quilômetro superior àquele proporcionado pela tecnologia B, julgue o item a seguir.
B representa uma tecnologia disruptiva.
Leia o texto a seguir.
Um projeto de reformulação da organização do trabalho em uma unidade produtiva em funcionamento requer a análise do trabalho real. Em uma oficina responsável pela manutenção preventiva quadrimestral de uma frota com 90 equipamentos ferroviários, foi comparado o fluxo prescrito com o fluxo realmente executado. Foram constatados o não atendimento das metas de produção e a insatisfação dos funcionários devido à elevada carga de trabalho. A programação da revisão se fazia após uma inspeção prévia, mas ocorriam atrasos no encaminhamento do equipamento ferroviário para a oficina e não se realizavam nova inspeção e reprogramação do equipamento. Essa inspeção identificaria novas pendências no equipamento e possibilitaria reprogramar com rigor o uso dos recursos materiais e de mão de obra, evitando-se desgastes e esperas por material não disponível. Então, a demanda por Homens-Hora passou de 200 para 280, pois as pendências reais corrigidas na revisão se mostraram maiores que as identificadas na inspeção preventiva. Essa situação acontecia reiteradamente. Registrou-se, então, alta frequência de trabalhadores em turnos que faziam horas extras e que dobravam o turno de trabalho.
CAMPOS, G. F.; SILVA, L. M.; BARCELOS, B. F. Análise da organização
do trabalho: um estudo no setor de manutenção mecânica de equipamentos
ferroviários de uma empresa de grande porte. In: Anais do XXX
Encontro Nacional de Engenharia de Produção (ENEGEP). Rio de Janeiro:
ABEPRO, 2010. (Com adaptações).
A análise relatada identificou problemas de projeto do trabalho e problemas de gestão. Qual foi o principal problema de projeto do processo de trabalho no setor de manutenção?