Questões de Engenharia de Produção para Concurso
Foram encontradas 2.347 questões
Ano: 2017
Banca:
FEPESE
Órgão:
ABEPRO
Prova:
FEPESE - 2017 - ABEPRO - Processo de Seleção - Edital 005 |
Q1790203
Engenharia de Produção
Sobre os conceitos de produção mais limpa e
logística reversa, assinale a alternativa correta.
Ano: 2017
Banca:
FEPESE
Órgão:
ABEPRO
Prova:
FEPESE - 2017 - ABEPRO - Processo de Seleção - Edital 005 |
Q1790202
Engenharia de Produção
Sobre as principais iniciativas e ferramentas de
responsabilidade social e sustentabilidade, assinale a
alternativa incorreta.
Ano: 2017
Banca:
FEPESE
Órgão:
ABEPRO
Prova:
FEPESE - 2017 - ABEPRO - Processo de Seleção - Edital 005 |
Q1790201
Engenharia de Produção
De acordo com Lima, G.B.A., em Mattos e Másculo (2011), as empresas precisam saber demonstrar atitudes éticas e responsáveis quanto à Segurança e Saúde
no Trabalho. Para serem eficientes em seu gerenciamento, devem desenvolver e
implementar um Sistema de Segurança e Saúde no Trabalho (SST).
Nas décadas de 1980 e 1990, foram desenvolvidos alguns modelos normativos para gestão de SST, mas sempre restritos a países ou setores de atividades específicos.
Analise as afirmativas abaixo em relação ao assunto.
1. O primeiro modelo normativo difundido no Brasil foi a BS 8800:1996, um guia de diretrizes que orientava a estrutura dos sistemas (“o que fazer”), mas não era aplicável para efeito de certificação. 2. A BS 8800 deixou de ser implantada pelas organizações a partir da edição da OHSAS 18001 (e respectiva norma de apoio 18002) que, na qualidade de especificação (“como fazer”), permitia, de forma mais objetiva e uniforme, uma avaliação de conformidade pelos organismos certificadores. 3. Por iniciativa de diversos organismos certificadores e de entidades nacionais de normalização, foi desenvolvida e publicada a OHSAS 18001:1999 (OHSAS – Occupational Health and Safety Assessment Series), que adotou a mesma estrutura da ISO 14001:1996, o que facilitou seu entendimento para os já familiarizados com o sistema de gestão ambiental. 4. Atualmente, a tendência quanto à implantação de sistemas de gestão em diversos tipos de organizações empresariais é a “unificação” das diferentes áreas de gerenciamento em sistemas de gestão integrados. O Sistema Integrado de Gestão (SGI) permite integrar os processos de qualidade com os de saúde e segurança, gestão ambiental e responsabilidade social. 5. Cada país mantém uma estrutura legal para reconhecer e validar as avaliações de conformidade dos sistemas de gestão. A certificação de um sistema de gestão ocorre através de um organismo de Certificação (OC). A acreditação das OCs garante o reconhecimento e a confiabilidade do certificado. No Brasil, a acreditação dos organismos certificadores é realizada pelo Inmetro. Entretanto, ainda não existe entidade responsável pela acreditação de OCs para a avaliação da OHSAS 18001.
Assinale a alternativa que indica todas as afirmativas corretas.
Nas décadas de 1980 e 1990, foram desenvolvidos alguns modelos normativos para gestão de SST, mas sempre restritos a países ou setores de atividades específicos.
Analise as afirmativas abaixo em relação ao assunto.
1. O primeiro modelo normativo difundido no Brasil foi a BS 8800:1996, um guia de diretrizes que orientava a estrutura dos sistemas (“o que fazer”), mas não era aplicável para efeito de certificação. 2. A BS 8800 deixou de ser implantada pelas organizações a partir da edição da OHSAS 18001 (e respectiva norma de apoio 18002) que, na qualidade de especificação (“como fazer”), permitia, de forma mais objetiva e uniforme, uma avaliação de conformidade pelos organismos certificadores. 3. Por iniciativa de diversos organismos certificadores e de entidades nacionais de normalização, foi desenvolvida e publicada a OHSAS 18001:1999 (OHSAS – Occupational Health and Safety Assessment Series), que adotou a mesma estrutura da ISO 14001:1996, o que facilitou seu entendimento para os já familiarizados com o sistema de gestão ambiental. 4. Atualmente, a tendência quanto à implantação de sistemas de gestão em diversos tipos de organizações empresariais é a “unificação” das diferentes áreas de gerenciamento em sistemas de gestão integrados. O Sistema Integrado de Gestão (SGI) permite integrar os processos de qualidade com os de saúde e segurança, gestão ambiental e responsabilidade social. 5. Cada país mantém uma estrutura legal para reconhecer e validar as avaliações de conformidade dos sistemas de gestão. A certificação de um sistema de gestão ocorre através de um organismo de Certificação (OC). A acreditação das OCs garante o reconhecimento e a confiabilidade do certificado. No Brasil, a acreditação dos organismos certificadores é realizada pelo Inmetro. Entretanto, ainda não existe entidade responsável pela acreditação de OCs para a avaliação da OHSAS 18001.
Assinale a alternativa que indica todas as afirmativas corretas.
Ano: 2017
Banca:
FEPESE
Órgão:
ABEPRO
Prova:
FEPESE - 2017 - ABEPRO - Processo de Seleção - Edital 005 |
Q1790200
Engenharia de Produção
Considere as afirmativas abaixo, de acordo com
Másculo (2008):
1. O risco ergonômico é aquele que pode causar uma lesão ao longo do tempo, isto é, em razão de fatores cumulativos. 2. As lesões agudas são iniciadas por esforços manuais que são frequentes e prolongados. 3. As lesões cumulativas referem-se à aplicação de uma força que excede a tolerância da estrutura do ser humano durante a aplicação de uma força casual. 4. Nas lesões cumulativas, a aplicação da força afeta os tendões e músculos e grupos de tendões podem atritarem-se uns contra os outros. 5. A fadiga muscular pode diminuir a tolerância à tensão e causar microtraumas nos músculos.
Assinale a alternativa que indica todas as afirmativas corretas.
1. O risco ergonômico é aquele que pode causar uma lesão ao longo do tempo, isto é, em razão de fatores cumulativos. 2. As lesões agudas são iniciadas por esforços manuais que são frequentes e prolongados. 3. As lesões cumulativas referem-se à aplicação de uma força que excede a tolerância da estrutura do ser humano durante a aplicação de uma força casual. 4. Nas lesões cumulativas, a aplicação da força afeta os tendões e músculos e grupos de tendões podem atritarem-se uns contra os outros. 5. A fadiga muscular pode diminuir a tolerância à tensão e causar microtraumas nos músculos.
Assinale a alternativa que indica todas as afirmativas corretas.
Ano: 2017
Banca:
FEPESE
Órgão:
ABEPRO
Prova:
FEPESE - 2017 - ABEPRO - Processo de Seleção - Edital 005 |
Q1790199
Engenharia de Produção
As empresas estão deixando de considerar a
segurança do trabalho como algo a ser cumprido
por força da lei, para vê-la como parte importante do
negócio, como um bem intangível que agrega valor
ao produto ou serviço, tornando-a uma empresa destacada em seu ramo de negócio (Pitta, 2008).
Petersen (1994) propõe o que ele denomina “as dez obrigações de gestão” como forma de prevenir a ocorrência de acidentes e aperfeiçoar o sistema de gestão de uma organização.
Analise os itens abaixo em relação ao assunto.
1. O progresso é medido pelas taxas de incidentes. 2. A segurança advém de um sistema, mais do que de um programa. 3. As técnicas estatísticas guiam os esforços de melhoria contínua. 4. A investigação de acidentes e incidentes nem sempre é necessária. 5. São utilizados princípios técnicos e ferramentas estatísticas para controle estatístico de processos. 6. A melhoria do sistema é enfatizada. 7. São concedidos benefícios às pessoas que descobrem e apontam situações ilegais (desvios). 8. A participação dos trabalhadores na resolução dos problemas e na tomada de decisão é formalizada. 9. Melhorias ergonômicas são consideradas nos projetos dos postos de trabalho. 10. Há armadilhas do sistema que causam erros e são inerentes ao mesmo.
Assinale a alternativa que indica todos os itens incorretos.
Petersen (1994) propõe o que ele denomina “as dez obrigações de gestão” como forma de prevenir a ocorrência de acidentes e aperfeiçoar o sistema de gestão de uma organização.
Analise os itens abaixo em relação ao assunto.
1. O progresso é medido pelas taxas de incidentes. 2. A segurança advém de um sistema, mais do que de um programa. 3. As técnicas estatísticas guiam os esforços de melhoria contínua. 4. A investigação de acidentes e incidentes nem sempre é necessária. 5. São utilizados princípios técnicos e ferramentas estatísticas para controle estatístico de processos. 6. A melhoria do sistema é enfatizada. 7. São concedidos benefícios às pessoas que descobrem e apontam situações ilegais (desvios). 8. A participação dos trabalhadores na resolução dos problemas e na tomada de decisão é formalizada. 9. Melhorias ergonômicas são consideradas nos projetos dos postos de trabalho. 10. Há armadilhas do sistema que causam erros e são inerentes ao mesmo.
Assinale a alternativa que indica todos os itens incorretos.
Ano: 2017
Banca:
FEPESE
Órgão:
ABEPRO
Prova:
FEPESE - 2017 - ABEPRO - Processo de Seleção - Edital 005 |
Q1790198
Engenharia de Produção
Considere as afirmativas abaixo, de acordo com
IIDA (2005):
1. A ergonomia estuda os diversos fatores que influem no desempenho do sistema produtivo e procura reduzir as consequências nocivas sobre o trabalhador. 2. A ergonomia procura reduzir a fadiga, estresse, erros e acidentes, proporcionando saúde, segurança e satisfação aos trabalhadores durante a sua interação com o sistema produtivo. 3. A maior eficiência do sistema produtivo é uma consequência da aplicação dos princípios e métodos da ergonomia. 4. A satisfação é o resultado do atendimento das necessidades e expectativas do trabalhador, produzindo uma sensação de bem-estar e conforto. Os trabalhadores satisfeitos tendem a adotar comportamentos mais seguros e são mais produtivos que aqueles insatisfeitos. 5. Na produção industrial, há casos em que se consegue aumentar a eficiência sem comprometer a segurança e a qualidade, mas isso exige investimentos em tecnologia, organização do trabalho e treinamento dos trabalhadores, a fim de eliminar fatores de risco.
Assinale a alternativa que indica todas as afirmativas corretas.
1. A ergonomia estuda os diversos fatores que influem no desempenho do sistema produtivo e procura reduzir as consequências nocivas sobre o trabalhador. 2. A ergonomia procura reduzir a fadiga, estresse, erros e acidentes, proporcionando saúde, segurança e satisfação aos trabalhadores durante a sua interação com o sistema produtivo. 3. A maior eficiência do sistema produtivo é uma consequência da aplicação dos princípios e métodos da ergonomia. 4. A satisfação é o resultado do atendimento das necessidades e expectativas do trabalhador, produzindo uma sensação de bem-estar e conforto. Os trabalhadores satisfeitos tendem a adotar comportamentos mais seguros e são mais produtivos que aqueles insatisfeitos. 5. Na produção industrial, há casos em que se consegue aumentar a eficiência sem comprometer a segurança e a qualidade, mas isso exige investimentos em tecnologia, organização do trabalho e treinamento dos trabalhadores, a fim de eliminar fatores de risco.
Assinale a alternativa que indica todas as afirmativas corretas.
Ano: 2017
Banca:
FEPESE
Órgão:
ABEPRO
Prova:
FEPESE - 2017 - ABEPRO - Processo de Seleção - Edital 005 |
Q1790197
Engenharia de Produção
Os princípios que caracterizam a Gestão da
Qualidade têm base em referenciais cuidadosamente
selecionados. Que referenciais são esses?
Ano: 2017
Banca:
FEPESE
Órgão:
ABEPRO
Prova:
FEPESE - 2017 - ABEPRO - Processo de Seleção - Edital 005 |
Q1790196
Engenharia de Produção
Por que a qualidade entendida como multiplicidade é um conceito que impacta sobre a postura
estratégica da organização?
Ano: 2017
Banca:
FEPESE
Órgão:
ABEPRO
Prova:
FEPESE - 2017 - ABEPRO - Processo de Seleção - Edital 005 |
Q1790195
Engenharia de Produção
O que caracteriza a Qualidade de Projeto?
Ano: 2017
Banca:
FEPESE
Órgão:
ABEPRO
Prova:
FEPESE - 2017 - ABEPRO - Processo de Seleção - Edital 005 |
Q1790194
Engenharia de Produção
Qual a principal característica da Gestão da
Qualidade no Processo?
Ano: 2017
Banca:
FEPESE
Órgão:
ABEPRO
Prova:
FEPESE - 2017 - ABEPRO - Teste ABEPRO - Processo de Seleção |
Q1789588
Engenharia de Produção
No projeto detalhado do arranjo físico de uma operação devem ser considerados diversos objetivos. De
certa forma, os objetivos dependem das circunstâncias
específicas da operação, mesmo assim alguns objetivos
gerais são relevantes para todas as operações.
Sobre estes objetivos gerais, é correto afirmar:
Sobre estes objetivos gerais, é correto afirmar:
Ano: 2017
Banca:
FEPESE
Órgão:
ABEPRO
Prova:
FEPESE - 2017 - ABEPRO - Teste ABEPRO - Processo de Seleção |
Q1789587
Engenharia de Produção
Entre as atividades realizadas no Planejamento e
Controle da Produção (PCP) está a escolha do método
de controle da produção. Como forma de controlar a
produção são utilizados de forma mais usual o controle puxado e o controle empurrado.
Sobre os sistemas de controle da produção puxado e empurrado, é correto afirmar:
Sobre os sistemas de controle da produção puxado e empurrado, é correto afirmar:
Ano: 2017
Banca:
FEPESE
Órgão:
ABEPRO
Prova:
FEPESE - 2017 - ABEPRO - Teste ABEPRO - Processo de Seleção |
Q1789586
Engenharia de Produção
Durante o planejamento de um projeto, foi identificada uma atividade-chave para a finalização do
projeto no prazo estabelecido. Para esta atividade
foram estabelecidas três estimativas de tempo para a
sua execução. Foram considerados um tempo otimista
de 4 dias, um tempo mais provável de 11 dias e um
tempo pessimista de 12 dias.
Assumindo que os tempos estimados são consistentes com a distribuição de probabilidade Beta, qual o tempo esperado, em dias, para a realização da atividade?
Assumindo que os tempos estimados são consistentes com a distribuição de probabilidade Beta, qual o tempo esperado, em dias, para a realização da atividade?
Ano: 2017
Banca:
FEPESE
Órgão:
ABEPRO
Prova:
FEPESE - 2017 - ABEPRO - Teste ABEPRO - Processo de Seleção |
Q1789585
Engenharia de Produção
O processo de planejamento e controle de projetos é auxiliado pelo uso de técnicas que auxiliam os
gerentes de projeto a lidar com a sua complexidade
e natureza temporal. Entre estas técnicas podem
ser mencionadas o Método do Caminho Crítico
(CPM • Critical Path Method) e o Técnica de Revisão e
Avaliação do Programa (PERT • Program Evaluation and
Review Technique).
Sobre estas técnicas, é incorreto afirmar:
Sobre estas técnicas, é incorreto afirmar:
Ano: 2017
Banca:
FEPESE
Órgão:
ABEPRO
Prova:
FEPESE - 2017 - ABEPRO - Teste ABEPRO - Processo de Seleção |
Q1789584
Engenharia de Produção
Na tomada de decisão de quanto comprar para
o suprimento de estoques os gerentes de produção
tendem a identificar os custos que serão afetados por
sua decisão.
Sobre os custos associados ao estoque, é correto afirmar:
1. Os custos de alocação do pedido se referem aos custos necessários para a realização das transações internas da empresa para realizar o pedido. 2. Custos de armazenagem são custos associados à armazenagem física dos bens, tais como locação, climatização e iluminação do armazém. 3. Os custos de obsolescência se referem ao risco de que os itens do estoque possam deteriorar- -se com o tempo.
Assinale a alternativa que indica todas as afirmativas corretas.
Sobre os custos associados ao estoque, é correto afirmar:
1. Os custos de alocação do pedido se referem aos custos necessários para a realização das transações internas da empresa para realizar o pedido. 2. Custos de armazenagem são custos associados à armazenagem física dos bens, tais como locação, climatização e iluminação do armazém. 3. Os custos de obsolescência se referem ao risco de que os itens do estoque possam deteriorar- -se com o tempo.
Assinale a alternativa que indica todas as afirmativas corretas.
Ano: 2017
Banca:
FEPESE
Órgão:
ABEPRO
Prova:
FEPESE - 2017 - ABEPRO - Teste ABEPRO - Processo de Seleção |
Q1789583
Engenharia de Produção
Sobre os tipos básicos de arranjo físico disponíveis, é correto afirmar:
1. O arranjo físico posicional tem por característica movimentar os recursos transformadores até os recursos transformados. 2. O arranjo físico por processo é assim denominado em razão de que os processos com necessidades similares são localizados juntos uns dos outros. 3. O arranjo físico celular é aquele em que os recursos transformados são pré-selecionados para movimentar-se para uma parte específica da operação onde se encontram todos os recursos transformadores necessários a atender às suas necessidades imediatas de processamento.
Assinale a alternativa que indica todas as afirmativas corretas.
1. O arranjo físico posicional tem por característica movimentar os recursos transformadores até os recursos transformados. 2. O arranjo físico por processo é assim denominado em razão de que os processos com necessidades similares são localizados juntos uns dos outros. 3. O arranjo físico celular é aquele em que os recursos transformados são pré-selecionados para movimentar-se para uma parte específica da operação onde se encontram todos os recursos transformadores necessários a atender às suas necessidades imediatas de processamento.
Assinale a alternativa que indica todas as afirmativas corretas.
Ano: 2017
Banca:
FEPESE
Órgão:
ABEPRO
Prova:
FEPESE - 2017 - ABEPRO - Teste ABEPRO - Processo de Seleção |
Q1789582
Engenharia de Produção
A escolha de um local para a localização de uma
operação consiste em uma atividade muito importante para o sucesso de uma operação produtiva. Uma
empresa que opera cinco diferentes lojas decidiu estabelecer um único armazém de abastecimento para
essas lojas.
As informações abaixo apresentam a coordenada de localização das lojas e a quantidade de vendas por semana em cada loja.
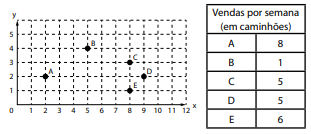
Ao utilizar o método de centro de gravidade para estabelecer a localização do armazém, o ponto mais próximo do indicado pelo método é:
As informações abaixo apresentam a coordenada de localização das lojas e a quantidade de vendas por semana em cada loja.
Ao utilizar o método de centro de gravidade para estabelecer a localização do armazém, o ponto mais próximo do indicado pelo método é:
Ano: 2017
Banca:
FEPESE
Órgão:
ABEPRO
Prova:
FEPESE - 2017 - ABEPRO - Teste ABEPRO - Processo de Seleção |
Q1789581
Engenharia de Produção
Entre as etapas sugeridas para o desenvolvimento
de um produto é mencionada a etapa de avaliação e
melhoria do projeto. Para a realização desta etapa são
sugeridas diversas técnicas.
Entre estas técnicas, é correto afirmar:
1. O desdobramento da função qualidade (QFD-Quality Function Deployment) tem por principal objetivo assegurar que o projeto do produto ou serviço atenda às necessidades dos clientes. 2. A Engenharia de Valor (VE-Value Engineering) tem por objetivo prevenir quaisquer custos desnecessários e aumentar o atendimento dos requisitos dos clientes antes de produzir o produto ou serviço. 3. O Método Taguchi tem por objetivo testar a robustez de um projeto por meio da investigação sobre a melhor combinação dos fatores nele envolvidos.
Assinale a alternativa que indica todas as afirmativas corretas.
Entre estas técnicas, é correto afirmar:
1. O desdobramento da função qualidade (QFD-Quality Function Deployment) tem por principal objetivo assegurar que o projeto do produto ou serviço atenda às necessidades dos clientes. 2. A Engenharia de Valor (VE-Value Engineering) tem por objetivo prevenir quaisquer custos desnecessários e aumentar o atendimento dos requisitos dos clientes antes de produzir o produto ou serviço. 3. O Método Taguchi tem por objetivo testar a robustez de um projeto por meio da investigação sobre a melhor combinação dos fatores nele envolvidos.
Assinale a alternativa que indica todas as afirmativas corretas.
Ano: 2017
Banca:
FEPESE
Órgão:
ABEPRO
Prova:
FEPESE - 2017 - ABEPRO - Teste ABEPRO - Processo de Seleção |
Q1789580
Engenharia de Produção
São verificados diversos avanços nas tecnologias
empregadas para o processamento de materiais.
Associe as tecnologias de manufatura, identificadas na coluna 1, com os as vantagens de sua aplicação, indicadas na coluna 2.
Coluna 1 Tecnologias de manufatura 1. Máquinas de controle numérico computadorizadas (CNC) 2. Veículo guiado automaticamente (AGV) 3. Sistema Flexível de Manufatura (FMS) 4. Robô Industrial
Coluna 2 Vantagens de aplicação ( ) Pode ser utilizado em situações perigosas ou desconfortáveis para o ser humano e altamente repetitivas. ( ) Movimento independente e flexibilidade de rota e de uso a longo prazo. ( ) Tempos de atravessamentos mais rápidos, maior utilização do equipamento de capital, menor estoque em processo. ( ) Precisão, uso otimizado de ferramentas e aumento da produtividade do trabalho.
Assinale a alternativa que indica a sequência correta, de cima para baixo.
Associe as tecnologias de manufatura, identificadas na coluna 1, com os as vantagens de sua aplicação, indicadas na coluna 2.
Coluna 1 Tecnologias de manufatura 1. Máquinas de controle numérico computadorizadas (CNC) 2. Veículo guiado automaticamente (AGV) 3. Sistema Flexível de Manufatura (FMS) 4. Robô Industrial
Coluna 2 Vantagens de aplicação ( ) Pode ser utilizado em situações perigosas ou desconfortáveis para o ser humano e altamente repetitivas. ( ) Movimento independente e flexibilidade de rota e de uso a longo prazo. ( ) Tempos de atravessamentos mais rápidos, maior utilização do equipamento de capital, menor estoque em processo. ( ) Precisão, uso otimizado de ferramentas e aumento da produtividade do trabalho.
Assinale a alternativa que indica a sequência correta, de cima para baixo.
Ano: 2017
Banca:
FEPESE
Órgão:
ABEPRO
Prova:
FEPESE - 2017 - ABEPRO - Teste ABEPRO - Processo de Seleção |
Q1789579
Engenharia de Produção
O OEE (Overall Equipment Effectiveness) consiste
em um método cada vez mais popular de mensurar a
eficácia de operações produtivas.
Dado um processo com capacidade projetada de 100 peças por turno de trabalho de 6 horas, foi verificado que durante este turno o processo apresenta 10 minutos de parada em razão de intervalos programados.
Durante o turno também foram registrados mais 8 minutos de paradas para a realização de manutenção corretiva e por falta de material. Não foram registradas perdas na taxa de atravessamento do processo.
Além disso, este processo apresenta uma taxa constante de produção de 10% de produtos fora dos padrões de qualidade.
O valor do OEE do referido processo é de:
Dado um processo com capacidade projetada de 100 peças por turno de trabalho de 6 horas, foi verificado que durante este turno o processo apresenta 10 minutos de parada em razão de intervalos programados.
Durante o turno também foram registrados mais 8 minutos de paradas para a realização de manutenção corretiva e por falta de material. Não foram registradas perdas na taxa de atravessamento do processo.
Além disso, este processo apresenta uma taxa constante de produção de 10% de produtos fora dos padrões de qualidade.
O valor do OEE do referido processo é de: