Questões de Concurso
Sobre planejamento e controle da produção em engenharia de produção
Foram encontradas 484 questões
Qual é o arranjo físico ideal para uma produção por grandes lotes (batelada) com alta variedade e volume de produção?
É a quantidade máxima que uma unidade produtiva pode produzir durante a jornada de trabalho disponível, sem levar em consideração qualquer tipo de perda.
Essa definição refere-se à capacidade:
Sabendo que desejamos produzir 10 peças por hora e que cada operador trabalha 45 minutos por hora, podemos afirmar que o tempo de ciclo (TC) e o número teórico de operadores (N) são, respectivamente:
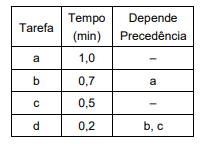
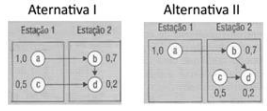
Com o objetivo de definir o melhor balanceamento da linha de produção, os cálculos de percentagem (%) de tempo ocioso no balanceamento apresentam, como resultado para alternativas I e II, os seguintes valores:
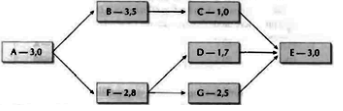
Considerando que o tempo total do processo é de 2,4min, o Tempo de Ciclo (TC) do produto “A” é de 1,5min, e que o menor número de estações de trabalho do produto “A” é de duas estações de trabalho para atender a produção, assinale a alternativa CORRETA:
Com relação a noções de controle de processo, julgue o item seguinte.
Um controlador proporcional-integral-derivativo (PID)
controla variáveis em sistemas dinâmicos, a partir do termo
proporcional, do termo integral e do termo derivativo.
Considere o cronograma do Projeto Y de uma empresa representado na forma de diagrama de rede, visto na Figura abaixo, e dentro da ideia de Caminho Crítico, no qual o S, em cada tarefa, define o número de semanas previsto para tarefa (Exemplo: S:1-> tarefa dura 1 semana).
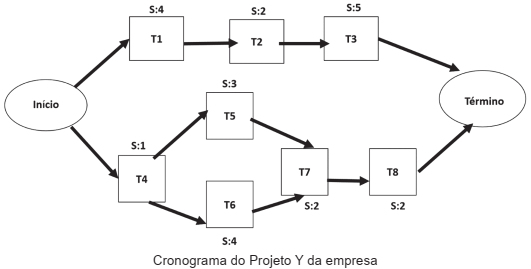
Qual será o tempo total (em semanas) do caminho crítico desse projeto?
Com o intuito de desenvolver um plano de contingência, um gestor fez um levantamento das possíveis oportunidades e ameaças do ambiente competitivo de sua organização.
Ele identificou as seguintes ameaças:
No ano de 2001, um grupo formado por 17 grandes especialistas em desenvolvimento de software se reuniu em Utah, nos Estados Unidos, em uma estação de esqui, para discutir uma nova forma de gerar melhores resultados em seus projetos. Eles buscavam uma alternativa ao método vigente até então, o qual dava resultados em ambientes extremamente estáveis e sem incerteza. Os representantes do grupo já haviam concebido anteriormente diferentes métodos para gerenciar o desenvolvimento de produtos, os quais seguiam valores e princípios semelhantes.
O método vigente ao qual os especialistas se referiam e para o qual buscavam uma alternativa é o
A empresa ABC fabrica papéis a partir da polpa de árvores silvestres. Devido à crescente demanda de mercado por papéis de imprimir e de escrever, ela deverá proceder a uma expansão de sua capacidade produtiva de celulose. Ela investiu em florestas plantadas e na criação de uma nova unidade fabril, expandindo sua capacidade de 400.000 ton./ano de celulose para 550.000 ton./ano.
De acordo com o Planejamento de Capacidade em Processos Produtivos, qual seria o processo de produção mais adequado à nova fábrica?
A técnica FMECA é utilizada para classificar as(os)
I. Os sistemas de informações gerenciais são considerados sistemas de informação que manipulam informações de modo que possam ser empregadas no gerenciamento das empresas.
II. Os sistemas especialistas são considerados sistemas de solução de problemas que adotam a lógica humana na solução de problemas das empresas.
III. O método Tambor-Pulmão-Corda é um exemplo de sistema de gestão da informação.
IV. Os sistemas de apoio à decisão são considerados sistemas de informação gerencial que suportam a tomada de decisão gerencial e podem contemplar bancos de dados e sofisticados algoritmos e modelos analíticos.
Quais estão corretas?
( ) Os sistemas de tempos de movimentos predeterminados podem ser considerados uma técnica de medida do trabalho na qual a estimativa de tempo para o trabalho é obtida a partir de tempos-padrões elementares oriundos de tabelas padronizadas previamente definidas.
( ) O elemento tempo de ciclo é o tempo médio entre unidades de produção que emergem de um dado processo.
( ) O elemento tempo padronizado indica o tempo despendido na execução de um trabalho, incluindo o tempo concedido para descanso dos operadores.
( ) O tempo de atravessamento também conhecido como takt time, indica o tempo total para um item mover-se ao longo de um sistema produtivo.
A ordem correta de preenchimento dos parênteses, de cima para baixo, é:
I. A Lei de Little expressa a relação matemática entre o tempo de atravessamento, trabalho em processo e o tempo de ciclo.
II. Os sistemas de filas podem ser caracterizados por quatro parâmetros principais: distribuição dos tempos de chegada ou o tempo decorrido entre chegadas (A), a distribuição dos tempos de processo (B), o número de atendentes em cada estação (m) e o número máximo de itens permitidos no sistema (b).
III. Um sistema de filas M/M/1 considera que os tempos de chegada e de processamento seguem a distribuição exponencial com um atendente e nenhum limite máximo para a fila.
IV. Um sistema de filas G/G/1 considera que os tempos de chegada e de processamento seguem uma distribuição geral com um atendente e nenhum limite máximo para a fila.
Quais estão corretas?