Questões de Concurso
Sobre planejamento e controle da produção em engenharia de produção
Foram encontradas 526 questões
Ano: 2018
Banca:
CESGRANRIO
Órgão:
Petrobras
Prova:
CESGRANRIO - 2018 - Petrobras - Engenheiro de Produção Júnior |
Q877869
Engenharia de Produção
Texto associado
A Tabela apresenta cinco tarefas, o tempo necessário para sua execução e seu início e término.

Ao alterar o critério de sequenciamento para o de “menor tempo de operação”, verifica-se que, em relação ao critério PEPS, o tempo total de processo e o tempo médio de processo
Ano: 2018
Banca:
CESGRANRIO
Órgão:
Petrobras
Prova:
CESGRANRIO - 2018 - Petrobras - Engenheiro de Produção Júnior |
Q877868
Engenharia de Produção
Texto associado
A Tabela apresenta cinco tarefas, o tempo necessário para sua execução e seu início e término.
Utilizando-se as técnicas de Planejamento e Controle da
Produção e admitindo-se que as tarefas estejam ordenadas
segundo o critério de sequenciamento “primeiro a entrar,
primeiro a sair” (PEPS), o tempo total de processo e o
tempo médio de processo, em dias, são, respectivamente,
Ano: 2018
Banca:
FGV
Órgão:
Câmara de Salvador - BA
Provas:
FGV - 2018 - Câmara de Salvador - BA - Analista Legislativo Municipal - Área de Gestão de Pessoas 01
|
FGV - 2018 - Câmara de Salvador - BA - Analista Legislativo Municipal - Serviços Gerais |
Q873207
Engenharia de Produção
Uma fábrica de pneus, ao utilizar a ferramenta conhecida por Carta de Controle, constata que alguns de seus produtos ultrapassaram o limite superior de controle.
Ao perceber esse fato, o responsável técnico pela verificação decide ir até o seu supervisor e o informa que a ação a ser realizada, com base na informação obtida, é a de:
Ano: 2017
Banca:
FEPESE
Órgão:
ABEPRO
Prova:
FEPESE - 2017 - ABEPRO - Processo de Seleção - Edital 005 |
Q1790229
Engenharia de Produção
O avanço tecnológico e a redução de custos permitiram a incorporação de diversas tecnologias nos
processos produtivos das empresas.
Analise as afirmativas abaixo sobre tecnologias aplicadas aos processos produtivos:
1. Os sistemas flexíveis de manufatura (FMS) podem ser definidos como uma configuração de estações de trabalho semi-independentes, controlada por computador, conectada por um manuseio de materiais e carregamento de máquinas automatizados. 2. O CIM (Computer Integrated Manufacturing) pode ser definido como o monitoramento e controle baseado em computador de todos os aspectos do processo de manufatura. 3. Os veículos guiados automaticamente (automatically guided vehicles – AGVs) são uma classe de tecnologia que realiza a movimentação de materiais entre operações agregadoras de valor.
Assinale a alternativa que indica todas as afirmativas corretas.
Analise as afirmativas abaixo sobre tecnologias aplicadas aos processos produtivos:
1. Os sistemas flexíveis de manufatura (FMS) podem ser definidos como uma configuração de estações de trabalho semi-independentes, controlada por computador, conectada por um manuseio de materiais e carregamento de máquinas automatizados. 2. O CIM (Computer Integrated Manufacturing) pode ser definido como o monitoramento e controle baseado em computador de todos os aspectos do processo de manufatura. 3. Os veículos guiados automaticamente (automatically guided vehicles – AGVs) são uma classe de tecnologia que realiza a movimentação de materiais entre operações agregadoras de valor.
Assinale a alternativa que indica todas as afirmativas corretas.
Ano: 2017
Banca:
FEPESE
Órgão:
ABEPRO
Prova:
FEPESE - 2017 - ABEPRO - Processo de Seleção - Edital 005 |
Q1790225
Engenharia de Produção
A definição da localização de uma operação consiste em uma importante decisão da empresa.
Entre as influências a serem consideradas nesta decisão, é incorreto afirmar:
Entre as influências a serem consideradas nesta decisão, é incorreto afirmar:
Ano: 2017
Banca:
FEPESE
Órgão:
ABEPRO
Prova:
FEPESE - 2017 - ABEPRO - Processo de Seleção - Edital 005 |
Q1790224
Engenharia de Produção
O processo global de desenvolvimento de novos
produtos ou serviços quase certamente envolverá pessoas de diversas áreas da organização. Uma forma de
organizar as diversas funções em um projeto consiste
nas alternativas de estruturas organizacionais de projeto.
Considere as quatro diferentes alternativas de estruturas organizacionais de projeto apresentadas abaixo:
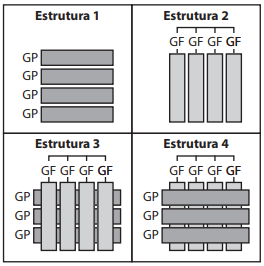 GP : Gerente Funcional
GF : Gerente de Projeto
GP : Gerente Funcional
GF : Gerente de Projeto
Assinale a alternativa correta em relação às estruturas apresentadas.
Considere as quatro diferentes alternativas de estruturas organizacionais de projeto apresentadas abaixo:
GP : Gerente Funcional
GF : Gerente de Projeto Assinale a alternativa correta em relação às estruturas apresentadas.
Ano: 2017
Banca:
FEPESE
Órgão:
ABEPRO
Prova:
FEPESE - 2017 - ABEPRO - Processo de Seleção - Edital 005 |
Q1790222
Engenharia de Produção
Entre as abordagens mais utilizadas pelas organizações podem ser mencionadas a produção enxuta
e a engenharia simultânea. Apesar de apresentarem
origens e aplicações distintas, essas abordagens apresentam alguns pontos em comum.
Sobre os pontos em comum, é correto afirmar:
Sobre os pontos em comum, é correto afirmar:
Ano: 2017
Banca:
FEPESE
Órgão:
ABEPRO
Prova:
FEPESE - 2017 - ABEPRO - Processo de Seleção - Edital 005 |
Q1790219
Engenharia de Produção
A geração do conceito consiste em uma importante etapa para o desenvolvimento de um novo
produto. Existem diversas fontes de ideias para um
novo conceito de produto, podendo ser internas ou
externas à organização.
Sobre essas fontes, é incorreto afirmar:
Sobre essas fontes, é incorreto afirmar:
Ano: 2017
Banca:
FEPESE
Órgão:
ABEPRO
Prova:
FEPESE - 2017 - ABEPRO - Processo de Seleção - Edital 005 |
Q1790214
Engenharia de Produção
As dimensões volume e variedade determinam
muitas das características do processo produtivo de
uma organização.
Neste sentido, não é característica esperada de uma empresa com alto volume e baixa variedade:
Neste sentido, não é característica esperada de uma empresa com alto volume e baixa variedade:
Ano: 2017
Banca:
FEPESE
Órgão:
ABEPRO
Prova:
FEPESE - 2017 - ABEPRO - Processo de Seleção - Edital 005 |
Q1790205
Engenharia de Produção
A minimização ou solução dos problemas
ambientais demanda uma nova atitude dos empresários e gestores das organizações. Diversos são os tipos
de pressão sofridos para se adequarem a esse cenário.
Assinale a alternativa que não pode ser considerada uma pressão sofrida pelas organizações para minimização ou solução de problemas ambientais.
Assinale a alternativa que não pode ser considerada uma pressão sofrida pelas organizações para minimização ou solução de problemas ambientais.
Ano: 2017
Banca:
FEPESE
Órgão:
ABEPRO
Prova:
FEPESE - 2017 - ABEPRO - Teste ABEPRO - Processo de Seleção |
Q1789588
Engenharia de Produção
No projeto detalhado do arranjo físico de uma operação devem ser considerados diversos objetivos. De
certa forma, os objetivos dependem das circunstâncias
específicas da operação, mesmo assim alguns objetivos
gerais são relevantes para todas as operações.
Sobre estes objetivos gerais, é correto afirmar:
Sobre estes objetivos gerais, é correto afirmar:
Ano: 2017
Banca:
FEPESE
Órgão:
ABEPRO
Prova:
FEPESE - 2017 - ABEPRO - Teste ABEPRO - Processo de Seleção |
Q1789587
Engenharia de Produção
Entre as atividades realizadas no Planejamento e
Controle da Produção (PCP) está a escolha do método
de controle da produção. Como forma de controlar a
produção são utilizados de forma mais usual o controle puxado e o controle empurrado.
Sobre os sistemas de controle da produção puxado e empurrado, é correto afirmar:
Sobre os sistemas de controle da produção puxado e empurrado, é correto afirmar:
Ano: 2017
Banca:
FEPESE
Órgão:
ABEPRO
Prova:
FEPESE - 2017 - ABEPRO - Teste ABEPRO - Processo de Seleção |
Q1789583
Engenharia de Produção
Sobre os tipos básicos de arranjo físico disponíveis, é correto afirmar:
1. O arranjo físico posicional tem por característica movimentar os recursos transformadores até os recursos transformados. 2. O arranjo físico por processo é assim denominado em razão de que os processos com necessidades similares são localizados juntos uns dos outros. 3. O arranjo físico celular é aquele em que os recursos transformados são pré-selecionados para movimentar-se para uma parte específica da operação onde se encontram todos os recursos transformadores necessários a atender às suas necessidades imediatas de processamento.
Assinale a alternativa que indica todas as afirmativas corretas.
1. O arranjo físico posicional tem por característica movimentar os recursos transformadores até os recursos transformados. 2. O arranjo físico por processo é assim denominado em razão de que os processos com necessidades similares são localizados juntos uns dos outros. 3. O arranjo físico celular é aquele em que os recursos transformados são pré-selecionados para movimentar-se para uma parte específica da operação onde se encontram todos os recursos transformadores necessários a atender às suas necessidades imediatas de processamento.
Assinale a alternativa que indica todas as afirmativas corretas.
Ano: 2017
Banca:
FEPESE
Órgão:
ABEPRO
Prova:
FEPESE - 2017 - ABEPRO - Teste ABEPRO - Processo de Seleção |
Q1789582
Engenharia de Produção
A escolha de um local para a localização de uma
operação consiste em uma atividade muito importante para o sucesso de uma operação produtiva. Uma
empresa que opera cinco diferentes lojas decidiu estabelecer um único armazém de abastecimento para
essas lojas.
As informações abaixo apresentam a coordenada de localização das lojas e a quantidade de vendas por semana em cada loja.
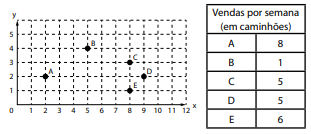
Ao utilizar o método de centro de gravidade para estabelecer a localização do armazém, o ponto mais próximo do indicado pelo método é:
As informações abaixo apresentam a coordenada de localização das lojas e a quantidade de vendas por semana em cada loja.
Ao utilizar o método de centro de gravidade para estabelecer a localização do armazém, o ponto mais próximo do indicado pelo método é:
Ano: 2017
Banca:
FEPESE
Órgão:
ABEPRO
Prova:
FEPESE - 2017 - ABEPRO - Teste ABEPRO - Processo de Seleção |
Q1789580
Engenharia de Produção
São verificados diversos avanços nas tecnologias
empregadas para o processamento de materiais.
Associe as tecnologias de manufatura, identificadas na coluna 1, com os as vantagens de sua aplicação, indicadas na coluna 2.
Coluna 1 Tecnologias de manufatura 1. Máquinas de controle numérico computadorizadas (CNC) 2. Veículo guiado automaticamente (AGV) 3. Sistema Flexível de Manufatura (FMS) 4. Robô Industrial
Coluna 2 Vantagens de aplicação ( ) Pode ser utilizado em situações perigosas ou desconfortáveis para o ser humano e altamente repetitivas. ( ) Movimento independente e flexibilidade de rota e de uso a longo prazo. ( ) Tempos de atravessamentos mais rápidos, maior utilização do equipamento de capital, menor estoque em processo. ( ) Precisão, uso otimizado de ferramentas e aumento da produtividade do trabalho.
Assinale a alternativa que indica a sequência correta, de cima para baixo.
Associe as tecnologias de manufatura, identificadas na coluna 1, com os as vantagens de sua aplicação, indicadas na coluna 2.
Coluna 1 Tecnologias de manufatura 1. Máquinas de controle numérico computadorizadas (CNC) 2. Veículo guiado automaticamente (AGV) 3. Sistema Flexível de Manufatura (FMS) 4. Robô Industrial
Coluna 2 Vantagens de aplicação ( ) Pode ser utilizado em situações perigosas ou desconfortáveis para o ser humano e altamente repetitivas. ( ) Movimento independente e flexibilidade de rota e de uso a longo prazo. ( ) Tempos de atravessamentos mais rápidos, maior utilização do equipamento de capital, menor estoque em processo. ( ) Precisão, uso otimizado de ferramentas e aumento da produtividade do trabalho.
Assinale a alternativa que indica a sequência correta, de cima para baixo.
Ano: 2017
Banca:
FEPESE
Órgão:
ABEPRO
Prova:
FEPESE - 2017 - ABEPRO - Teste ABEPRO - Processo de Seleção |
Q1789576
Engenharia de Produção
Sobre a divisão do trabalho é incorreto afirmar:
Ano: 2017
Banca:
FEPESE
Órgão:
ABEPRO
Prova:
FEPESE - 2017 - ABEPRO - Teste ABEPRO - Processo de Seleção |
Q1789574
Engenharia de Produção
A redução do tempo de desenvolvimento de
novos produtos tem se apresentado como importante
fator competitivo. Estudos realizados na indústria
automobilística mundial indicam que o menor tempo
de desenvolvimento dos automóveis foi uma importante vantagem competitiva desenvolvida pelas montadoras japonesas em comparação com seus competidores ocidentais.
Assinale a alternativa que apresenta uma relação mais direta com a redução do tempo de desenvolvimento de novos produtos.
Assinale a alternativa que apresenta uma relação mais direta com a redução do tempo de desenvolvimento de novos produtos.
Ano: 2017
Banca:
FEPESE
Órgão:
ABEPRO
Prova:
FEPESE - 2017 - ABEPRO - Teste ABEPRO - Processo de Seleção |
Q1789572
Engenharia de Produção
Entre os tipos de processos em operações de
manufatura, considere as seguintes afirmativas:
1. Um processo do tipo Projeto lida usualmente com produtos discretos e altamente customizados. 2. Em um processo do tipo jobbing cada produto tem por característica não compartilhar os recursos de operação com outros produtos. 3. Em processos em bateladas o tamanho do lote apresenta um número maior que um produto.
Assinale a alternativa que indica todas as afirmativas corretas.
1. Um processo do tipo Projeto lida usualmente com produtos discretos e altamente customizados. 2. Em um processo do tipo jobbing cada produto tem por característica não compartilhar os recursos de operação com outros produtos. 3. Em processos em bateladas o tamanho do lote apresenta um número maior que um produto.
Assinale a alternativa que indica todas as afirmativas corretas.
Ano: 2017
Banca:
FEPESE
Órgão:
ABEPRO
Prova:
FEPESE - 2017 - ABEPRO - Teste ABEPRO - Processo de Seleção |
Q1789569
Engenharia de Produção
A partir da análise sobre o volume de vendas e a
variedade de produto, é possível recomendar diferentes processos de manufatura.
A figura abaixo identifica três diferentes empresas, A, B e C.
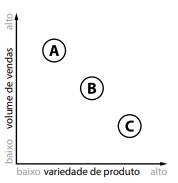
A partir da análise sobre a figura é possível realizar as seguintes afirmativas sobre recomendações de processos de operações de manufatura:
1. É recomendado um processo por projeto para a empresa A. 2. É recomendado um processo por batelada para a empresa B. 3. É recomendado um processo em fluxo contínuo para a empresa C.
Assinale a alternativa que indica todas as afirmativas corretas.
A figura abaixo identifica três diferentes empresas, A, B e C.
A partir da análise sobre a figura é possível realizar as seguintes afirmativas sobre recomendações de processos de operações de manufatura:
1. É recomendado um processo por projeto para a empresa A. 2. É recomendado um processo por batelada para a empresa B. 3. É recomendado um processo em fluxo contínuo para a empresa C.
Assinale a alternativa que indica todas as afirmativas corretas.
Q1225315
Engenharia de Produção
Sobre a “Lei dos Rendimentos Marginais Decrescentes” enfatiza que: