Questões de Concurso
Sobre planejamento e controle da produção em engenharia de produção
Foram encontradas 466 questões
Uma fábrica elabora uma programação de produção para quatro peças plásticas: A, B, C e D. A tabela abaixo apresenta as demandas por peça para o período considerado. Todas as peças são produzidas em uma única máquina.
A fábrica opera nesse período cinco dias por semana com um único turno de 8 horas.
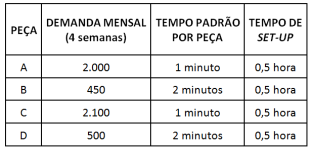
O lote mínimo mensal de fabricação da peça C é
Um setor de uma indústria alimentícia tem capacidade de produzir N pacotes de alimento por hora. Esse setor trabalha em três turnos de quatro horas, seis dias por semana. O tempo planejado em que a indústria não produz é de 8 horas. Para uma dada semana esse setor teve um índice de eficiência de 70 %.
O tempo não previsto que esse setor ficou sem produzir nessa semana foi de
Um setor de uma indústria tem capacidade de produzir N parafusos por hora. Esse setor trabalha em dois turnos de seis horas, cinco dias por semana. O tempo planejado em que a indústria não produz é de 10 horas.
Os graus de disponibilidade e de utilização dessa indústria são, respectivamente,
O sistema de produção visa garantir a eficiência e a eficácia para a realização das operações e da produção de produtos ou da prestação de serviços, sendo específica para cada empresa.
O tipo de operação que sofre o produto e a natureza do produto de uma concessionária de energia elétrica são classificados, respectivamente, como
A respeito da fabricação de um produto, analise as afirmativas a seguir.
I. Para se escolher a melhor técnica de execução de uma tarefa é importante a aplicação de estimativas ou previsão de tempos produtivos.
II. A determinação do tempo-padrão para uma determinada atividade tem por preocupação a análise os dos movimentos improdutivos.
III. O custo de produção refere-se aos custos diretos na fabricação de um produto.
Está correto o que se afirma em:
A engenharia de métodos busca o trabalho sistemático na produção com o propósito de aumentar a produtividade por meio da melhoria dos processos.
O estudo relativo à fabricação de um produto contempla as fases de
Julgue o item seguinte, que versam sobre planejamento estratégico.
As atividades de apoio de uma cadeia de valor incluem levar
materiais para dentro da empresa (logística interna),
convertê-los em produtos finais (operações), expedir os
produtos finais (logística externa) e comercializá-los
(marketing e vendas).
Com relação à gestão da produção, julgue o próximo item.
O processo de planejamento da produção deve ser contínuo.
Quanto mais dinâmico for o processo, maior será a necessidade
de haver um replanejamento da produção, principalmente nas
situações em que é necessário lidar com demanda instável,
processo pouco confiável e fornecedores pouco confiáveis.
Com relação à gestão da produção, julgue o próximo item.
O ambiente produtivo é caracterizado conforme o tipo de
sistema de produção utilizado pelas organizações. Esses
ambientes podem ser classificados como: MTS (make to
stock); ATO (assembly to order); MTO (make to order); ETO
(engineer to order) e PS (pull system).
Com relação à gestão da produção, julgue o próximo item.
Os processos de operações de manufatura se dividem em
processos produtivos discretos, que podem ser classificados
em projetos job shop, lote ou batelada; processo em linha ou
em massa e processos produtivos contínuos. Um exemplo de
processo job shop é a construção de navios, que é uma
atividade técnica altamente especializada.
Com relação às ferramentas de controle de processos utilizadas pelos departamentos de garantia da qualidade das organizações, julgue o item a seguir.
O diagrama de causa-e-efeito pode ser utilizado para
identificar as causas mais prováveis de anomalias em uma
organização, ao passo que o diagrama 5W e 1H pode ser
utilizado para auxiliar no plano de implementação das
melhorias.
Com relação às ferramentas de controle de processos utilizadas pelos departamentos de garantia da qualidade das organizações, julgue o item a seguir.
Ao se deparar com uma situação de anomalia, a organização
deverá abrir um relatório de análise de anomalias para que seja
realizado um estudo exploratório em que se identifiquem as
prováveis causas do problema e se proponham planos de
implementação de melhoria dos processos.
Com relação às ferramentas de controle de processos utilizadas pelos departamentos de garantia da qualidade das organizações, julgue o item a seguir.
O modelo das cinco falhas (gaps) objetiva resolver os
problemas ocasionados pelas anomalias detectadas em um
processo de produção de um produto.
Com relação às ferramentas de controle de processos utilizadas pelos departamentos de garantia da qualidade das organizações, julgue o item a seguir.
Em uma situação de anomalia, a organização deverá treinar um
funcionário qualificado do departamento para resolver o
problema. Esse funcionário deverá registrar qualquer tipo de
anomalia que ocorrer na organização, estabelecer um plano de
ação e buscar uma solução para evitar a reincidência da
anomalia.
O problema de sequenciar n tarefas em uma máquina quando o tempo de preparação é dependente da sequência pode ser resolvido usando-se o modelo do caixeiro viajante com as seguintes variáveis:
Xij é igual a 1 se a tarefa j sucede a tarefa i; caso contrário, é igual a 0.
sij representa o tempo de preparar a máquina para produzir a tarefa j , quando a última tarefa realizada foi a tarefa i.
sii é um valor bem grande em relação aos demais sij para forçar Xii = 0, tendo em vista que a tarefa i não pode suceder a si própria.
X0 representa o tempo total de preparação.
Para obter a sequência que garanta o maior tempo de execução, a função objetivo deve ser:
O Programa Mestre da Produção (MPS – Master Production Schedule) é obtido utilizando-se o registro básico em forma de tabela, na qual as colunas são as unidades de tempo (semanas), conforme modelo a seguir.
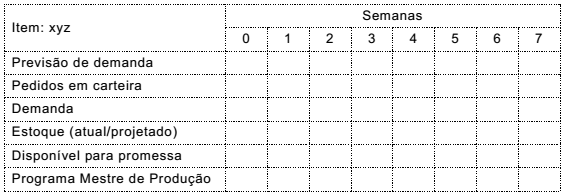
Considerando o modelo apresentado, é correto afirmar:
Para fabricar o produto A são necessárias 6 operações sequenciais dispostas em uma linha de montagem temporizada que opera com um tempo de ciclo médio de 30 segundos. Entre as operações, existem duas posições de buffer conforme mostra a figura.
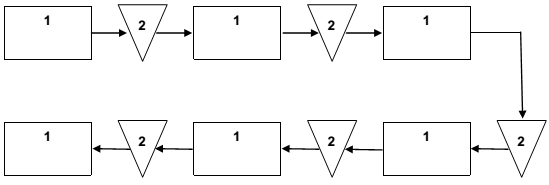
Dadas essas condições simplificadas e considerando que todas as posições sempre estão
ocupadas, é correto afirmar que